




聯系我們
蘭州捷成水箱制造有限公司
網址:www.dx987.cn
客戶聯系人:張經理
聯系電話:13088778696
聯系座機:0931-8491862
公司地址:蘭州市榆中縣來紫堡鄉方家泉村599號
蘭州不銹鋼水箱廠家分享不銹鋼水箱施工方案
來源:www.dx987.cn 發布時間:2018年08月06日
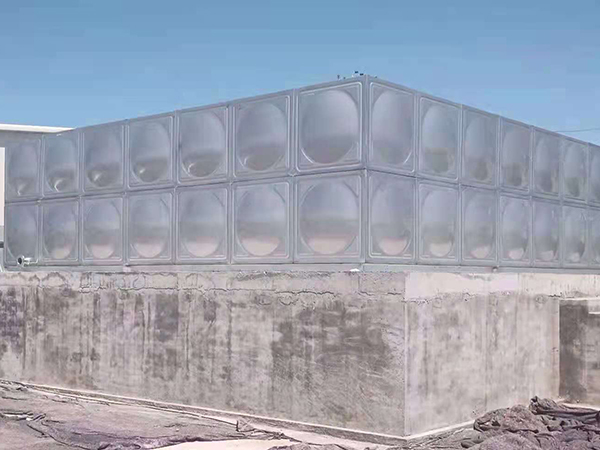
蘭州不銹鋼水箱廠家分享不銹鋼水箱施工方案。不銹鋼水箱常用于工業和生活中,因為不銹鋼水箱的重要性,所以在施工安裝不銹鋼水箱的時候要制定一套可行的施工方案,下邊針對蘭州不銹鋼水箱的不同部位安裝分享施工方案。

不銹鋼水箱施工方案
不銹鋼水箱組裝底盤安裝:
1、先將水箱基礎拉線過平,檢測基礎是否符合圖紙的技術標準:(長、寬度應和水箱底面長、寬等同,高度約為40-50cm,基礎梁中到中間距為0.5m),如有問題及時反饋有關部門。2、如水箱配有托架,根據水箱平面圖布好底盤各部件點焊穩固,基本定位,測對角線及幾何尺寸,達到各數據準確無誤后,滿焊固牢所有部件。
3、焊固過程中,如發現偏差超標及時調整。
4、校好底盤后檢查基礎與底盤的吻合情況,如吻合不佳,可釆取局部墊板的方法墊平,但如支槽平鋪,則需在平鋪槽鋼下每隔lm (即十字交點)處設承重支柱一個,以防盛載后水箱變形。

蘭州不銹鋼水箱組裝底盤施工方案
不銹鋼水箱組裝底板安裝施工方案:
1、先將底板根據水平位置放于底座上,對接縫須置于基礎梁上,檢查位置無誤后點焊。2、先將十字接頭對準后分別點固各焊縫接頭。
3、將所有組對焊縫由板中心位置每隔20cm點固焊縫一處。
4、待所有焊縫點固完畢后,先焊十字接頭部位,再由板中心位置向外擴散分布施焊,為防止焊縫變形,一次焊接長度不應超過300mm。更換位置后按同樣方法對應施焊,直至焊完部焊縫,嚴防變形。
5、焊接完畢后將板立起后作煤油滲漏試驗。
6、按同樣的方法組焊箱頂板,若無特殊說明箱頂板須滿焊。

不銹鋼水箱組裝底板施工方案
組裝點焊壁板與拉筋:
1、設好水平線后,擺放一層壁板,要示自水箱各邊的中心位置對齊找正點固后,然后再往兩邊分布排板,單邊45°,板放在后邊安裝。2、點固工藝同2.2、2.3,并按同樣的方法組裝二層板壁。
3、將兩層壁板找正(外平面度、垂直度、對角線)以后,先焊十字接頭部拉再焊接一層主拉筋及一層立、平焊縫,焊接衛藝同2.4。
4、按同樣的方法組裝三層壁板及拉筋。
5、待上層壁板焊接完畢后,再焊次上層板的焊縫、加強筋、立柱、拉筋的布置。
6、拉筋焊接:主拉筋須筆直鋪設,不能呈彎曲狀,各拉筋交點部分為垂直狀同平面呈平行狀,拉筋同拉筋,拉筋同箱體接觸部分均須滿焊。

不銹鋼水箱組裝點焊壁板與拉筋
組裝頂板:
1、壁板平面校好尺寸后,將頂板放入頂部。頂板邊沿應同上層側板逢合不能超出或短于上沿線。2、頂板均勻放好后點固。點固工藝同2.2、2.3。
3、上完以后,再從水箱里面進行上層板的焊縫焊接。

不銹鋼水箱組裝頂板
不銹鋼水箱焊接水箱附件及其它施工方案:
1、水箱開孔時,要需方負責人現場指定位置及后邊確定配管大小,并用記號筆在板上準確、清晰地畫出孔的大小及位置(寧小勿大),開孔以后須用砂輪片將孔的內外兩面打磨干凈,去掉焊瘤及氧化皮,焊好以后用水平尺調正,確保法蘭上面面孔在同一水平面上。(配管分布常識:排污管低,出水管稍高于排污管,溢流管高,進水管稍低于溢流管)。2、按圖紙焊好扶梯(位置緊靠入孔),用角磨機(布砂輪片)清理各十字處及四角氧化皮水箱頂板板四周焊縫可以用酸洗膏清洗,清洗后須用干凈布蘸清水擦干凈,避免以后水箱板塊表面變黃。
3、人孔位置應處于進水管旁,以便于檢修箱體內部各附件,入孔蓋須焊置鎖環。
4、各型號浮球須嚴格按說明書上進行安裝。
5、屋頂水箱配設避雷針(長度為1.5m)。
6、清理好水箱內外雜物,將現場清洗干凈,貼好銘牌板,達到文明竣工。

不銹鋼水箱其它附件施工方案
上述為您詳細分享了不銹鋼水箱施工方案,蘭州不銹鋼水箱廠家專業生產銷售以及安裝各種不銹鋼水箱,在不銹鋼水箱施工之前會根據具體情況制定施工方案,不銹鋼水箱安裝就找經驗豐富的蘭州捷成水箱。
上一條:
常見的不銹鋼水箱規格尺寸由甘肅水箱廠為您介紹
下一條:
沒有了




聯系人:張經理 電話:13088778696 版權所有:蘭州捷成水箱制造有限公司 網址:www.dx987.cn
公司地址:蘭州市榆中縣來紫堡鄉方家泉村599號 技術支持:啟航快優
熱門搜索:蘭州組合式不銹鋼水箱價錢 蘭州不銹鋼水箱供應 蘭州安裝不銹鋼水箱
甘肅捷成水箱廠(13088778696)是蘭州訂做不銹鋼水箱廠家提供蘭州不銹鋼水箱,消防水箱訂做,不銹鋼保溫水箱定制,生活水箱廠家就選捷成水箱,業務遍及甘肅,青海,寧夏等地,公司完成了眾多知名企事業單位的不銹鋼水箱玻璃鋼水箱的設計制造及安裝。
聲明:部分素材來源于網絡,如有侵權,請告知我們刪除!
公司地址:蘭州市榆中縣來紫堡鄉方家泉村599號 技術支持:啟航快優
熱門搜索:蘭州組合式不銹鋼水箱價錢 蘭州不銹鋼水箱供應 蘭州安裝不銹鋼水箱
甘肅捷成水箱廠(13088778696)是蘭州訂做不銹鋼水箱廠家提供蘭州不銹鋼水箱,消防水箱訂做,不銹鋼保溫水箱定制,生活水箱廠家就選捷成水箱,業務遍及甘肅,青海,寧夏等地,公司完成了眾多知名企事業單位的不銹鋼水箱玻璃鋼水箱的設計制造及安裝。
聲明:部分素材來源于網絡,如有侵權,請告知我們刪除!

友情鏈接:蘭州中央空調安裝